美津浓独创“微晶粒流体锻造工艺”,到底有何不同?
-
 Step 01切割
Step 01切割 -
 Step 02拉伸与弯曲
Step 02拉伸与弯曲 -
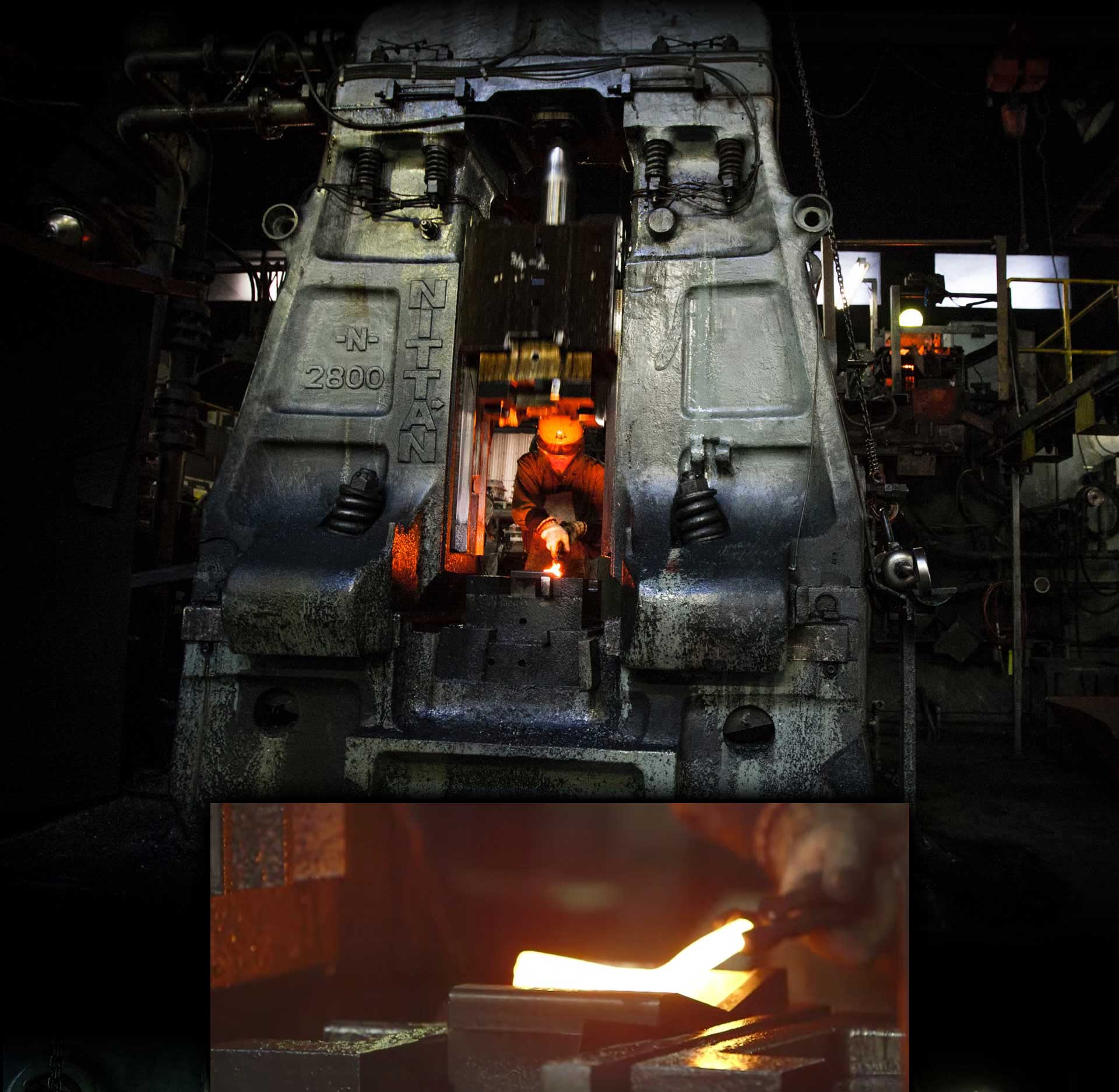
 Step 03粗锻
Step 03粗锻 -
 Step 04切边
Step 04切边 -
 Step 05精锻
Step 05精锻 -
 Step 06研磨与镀层
Step 06研磨与镀层